[點晴模切ERP]如何通過產能分析生產制造成本?
當前位置:點晴教程→點晴ERP企業管理信息系統
→『 財務管理 』
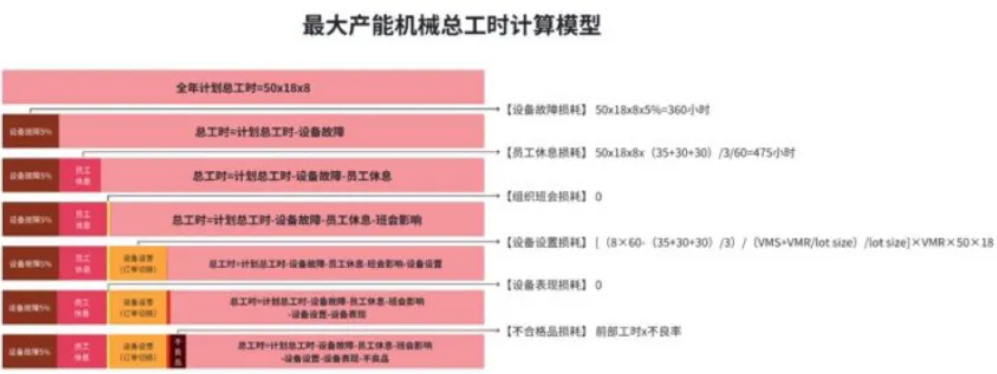
NPV產能計算 在NPV計算過程中有一個極其關鍵的信息就是產能和工時的計算,其中產能就是要計算新投資的裝配單元一年最多可以生產多少件產品,即最大產能,另外一個就是要計算技術實際產能工時(TRC)。 最大產能,顧名思義就是要算一年時間內,生產有效合格產品的最大量。在項目前期進行工藝和投資的評估中,就基本定義好了每件產品的生產工時,所以只要計算出全年生產的總工時,就變成了三年級的工程問題,總工時除以單件工時,就能得到最大產能。 而生產總工時的計算邏輯也很簡單,就是先統籌計算全年排班總時長,然后再減去工人休息,設備維護,不良品等損耗就是生產總工時,這個就是生產總工時計算的底層邏輯。 1、全年計劃總工時 項目前期規劃產能的時候,對于任何一臺新設備或者新線體,最合理的班次排布就是按照一天三班,每周五天,周末雙休的原則,而出于降本增效的考慮,為了能夠更大化的實現投資價值,我們在進行產能評估時,按照一天三班,每周六天,即每周按照18個班次進行設計。 全年時間去掉假期休息后,全年度約有50個工作周,按照每周18個班次,每班工作8小時計算,最終計算得出單臺設備的全年計劃總時長為7200小時。 而這7200小時,就相當于全年可用于生產的最多的時間,后續所有的損耗都將在此基礎上進行刪減。 2、損耗:設備有效利用率 人吃五谷雜糧,總會有頭疼腦熱的時候,設備也不例外,任何的設備無論新舊,長時間的運行也會出現各種各樣的故障問題,也就是我們常說的巖機。設備一旦出現故障,就會停止工作,算好計劃時長。 為了計算這一部分損耗,我們定義了設備有效利用率(一般為 95%)這樣一個概念: 設備有效利用率=(計劃總時長-設備故障總時長)/計劃總時長x100% 去除這部分損耗之后,設備計劃總時長減掉5%,剩余6840小時。 3、損耗:工人休息時間 工人上班除了吃飯之外,還有用餐時間以及休息時間,對于一些手動裝配單元,當人吃飯或休息時,設備是無法進行生產的,所以也會產生一部分損耗。 對于休息和用餐時間的定義,目前是這樣安排的: 按照每天三班進行排產,每天分白/中/夜三班制,白班35min,中班30min,夜班30min。為了便于計算,會將休息時間均分到每個班次內求平均值。所以這部分的損耗就是用全年總班次乘每個班次的休息時長,即: 工人休息總時長=50周/年x18班/周x[(35+30+30)/3/60] 注意,如果是自動化設備在員工休息時依然可以保持工作狀態,這部分損耗可忽略不計。 4、損耗:班會時長 每個班次開始和結束時間都會有班會的安排,班會期間,操作工人依然無法正常生產,勢必會對生產造成影響。 但是為了降低這部分風險,我們規定交接班過程需要保證正常排產,方法就是下一班次提前到場,上一班次結束開班會的時候,下一班次直接入場作業。這樣就避免班會對生產的影響。所以這一部分損耗為0,忽略不計。 5、損耗:設備準備時長 實際生產過程中,都是按照訂單批次進行生產的,每一個批次之間,因為產品型號,加工程序以及工裝夾具的不同,都會有切換,更換程序和相應的工襲央具,就像是我們做飯時,炒完一道菜之后,在下道菜之前總是要刷鍋一個道理。 所以設備準備時長就是要看一個班次內的訂單切換次數,每切換一次都會有一次設置時間產生。而計算切換次數就是用單班次生產總數除以生產批量即可,再往上推計算單班次生產總數,就是用單班次生戶總時長除以單件產品生產時長即可。 其中: 單班次生產總時長 = 計劃時長-休息時長=(8x60-(35+30+30)/3) 單件產品生產時長 = (VMS+VMR/lot size) 所以: 單班次生產總數 = 計劃時長-休息時長=(8x60-(35+30+30)/3)/(VMS+VMR/lot size) 單班次切換次數 = 計劃時長-休息時長(8x60-(35+30+30)/3)/(VMS+VMR/lot size) /lot size 單班次設備準備時長 = 切換次數x準備工時=[(8x60-(35+30+30)/3)/(VMS+VMR/lot size) /lot size]xVMR 全年設備準備總時長 = 單班次設備準備時長x全年總班次數量。 即:[(8x60-(35+30+30)/3)/(VMS+VMR/lot size)/lot size]xVMRx50x18 6、損耗:設備表現 設備受現場電力,氣壓,溫度等影響,實際效率會有所貶值,可能只能發揮九成功力,甚至更低,為了計算這一部分算好我們定義了一個設備表現比值,即設備實際轉速與標準轉速的比值。 通常情況下,我們默認為設備100%運行,但凡是購買設備就會為設備的正常運行創造更合適的環境,所以這部分算好也可以忽略不計。 7、損耗:產品質量合格率 我們在前面就已經講過,設備產能就是要計算設備全年最多可以生產合格品的數量,如果設備全年生產的產品都很快,但是每件產品都不合格,那快就沒有任何意義,所以我們定義了一個產品質量合格率。 按照公司常規要求,所有項目只有一次合格率達到99%之后,才可滿足生產釋放的需變,所以對于一般項目而言,項目自帶1%因產出不良品而造成的浪費,用上步計算出來的工時在減掉 1%即可。 按照上面提到的計劃總工時,減去由于設備故障人員休息等造成的多項損耗之后,就可以得到我們想要的可用于計算最大產能的總時長。 而我們想要計算的最大產能數量就是用最大機械總時長除以單件產品生產的瓶頸工時。 此處再對瓶頸工時進行解釋: 對于生產線體而言,由于一條裝配線可能由多個工站組成,每個工站的工作內容前后銜接,但是又可以相對獨立、平行運行,就像是我們看到的模塊化生產一樣。所以對一生產單元而言,生產一件產品井非是從頭到尾的時間,而是平行生產時某個耗時最長的工站。 舉個例子,烤燒餅搟餅需要3分鐘,而烤餅只需要2分鐘,從頭到尾生產,就是做張餅需要5分鐘,但是如果把搟餅和烤餅分開,搟餅的同時也在烤餅,這樣制約一個燒餅出場的時間就是搟餅,搟完一張餅的時候就有一個燒餅烤完,所以燒餅鋪里面,可以理解為最快3分鐘就可以做一張餅。 所以我們在最后計算最大產能時,就是用最大機械總時長除以瓶頸工時。
閱讀原文:原文鏈接 點晴模切ERP更多信息:http://moqie.clicksun.cn,聯系電話:4001861886 該文章在 2025/2/19 16:31:14 編輯過 |
關鍵字查詢
相關文章
正在查詢... 



|


 400 186 1886
400 186 1886



 ?
?